East Anglia, due to its high proportion of torc finds, has dominated studies of British Iron Age torcs (Clarke Reference Clarke1954; Brailsford Reference Brailsford1971; Sealey Reference Sealey1979; Eluère Reference Eluère1987; Stead Reference Stead1991; Longworth Reference Longworth1992; Joy Reference Joy2016) and is thought to be the main production area of this object (Meeks et al. Reference Meeks, Mongiatti and Joy2014). However, recent torc finds from areas beyond this region, such as Leekfrith in Staffordshire (albeit dated earlier) (Farley Reference Farley2017a) or Towton in Yorkshire (Joy Reference Joy2010a), are changing our understanding of these objects. Almost always found as stray finds or in hoards, and mostly found before modern archaeological techniques became widespread, these objects were often recovered with little contextual data, which is crucial to their understanding (Macdonald Reference Macdonald2007, 333; Gosden & Hill Reference Gosden and Hill2008, 1). But the torcs themselves can still reveal a wealth of information (cf. Meeks et al. Reference Meeks, Mongiatti and Joy2014).
This paper concentrates on two less studied torcs recovered from outside East Anglia: the Netherurd terminal and the complete Newark torc (Fig. 1). It argues that these two hollow-torus torcs – where the terminal is in the shape of a closed hollow-torus or ‘doughnut’ (Fig. 2) – are technologically very different to most other torus torcs of this period. Based on the results of close examination and comparison with other torc and ‘Celtic’ art finds, this paper proposes that the manufacturing area for this type of sheet-work torus torc may extend beyond the previously assumed origin place of the East Anglian heartland (Spratling Reference Spratling1972, 328; Jope Reference Jope2000, 84). The authors go so far as to suggest that these two torcs may have been created by a single maker.
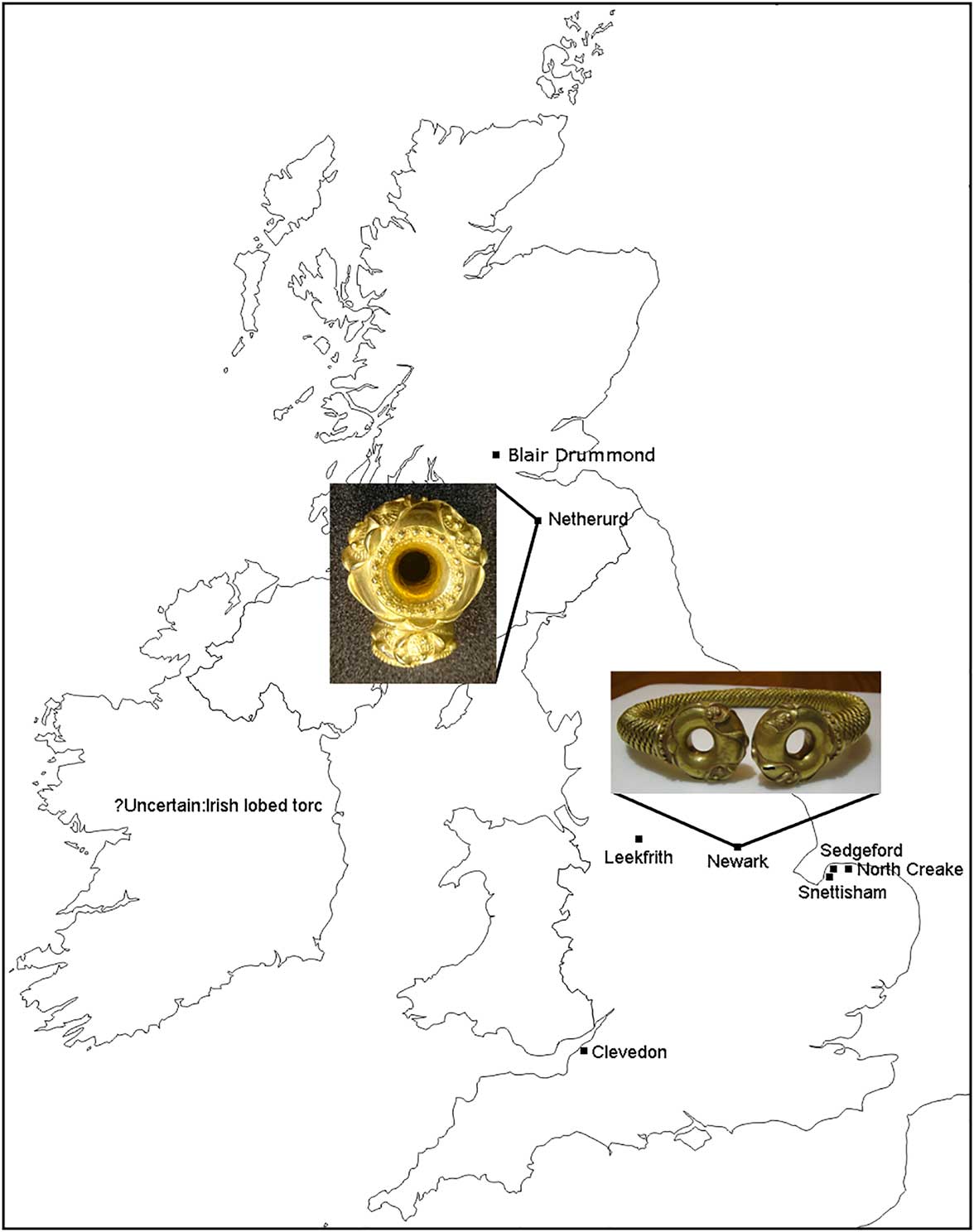
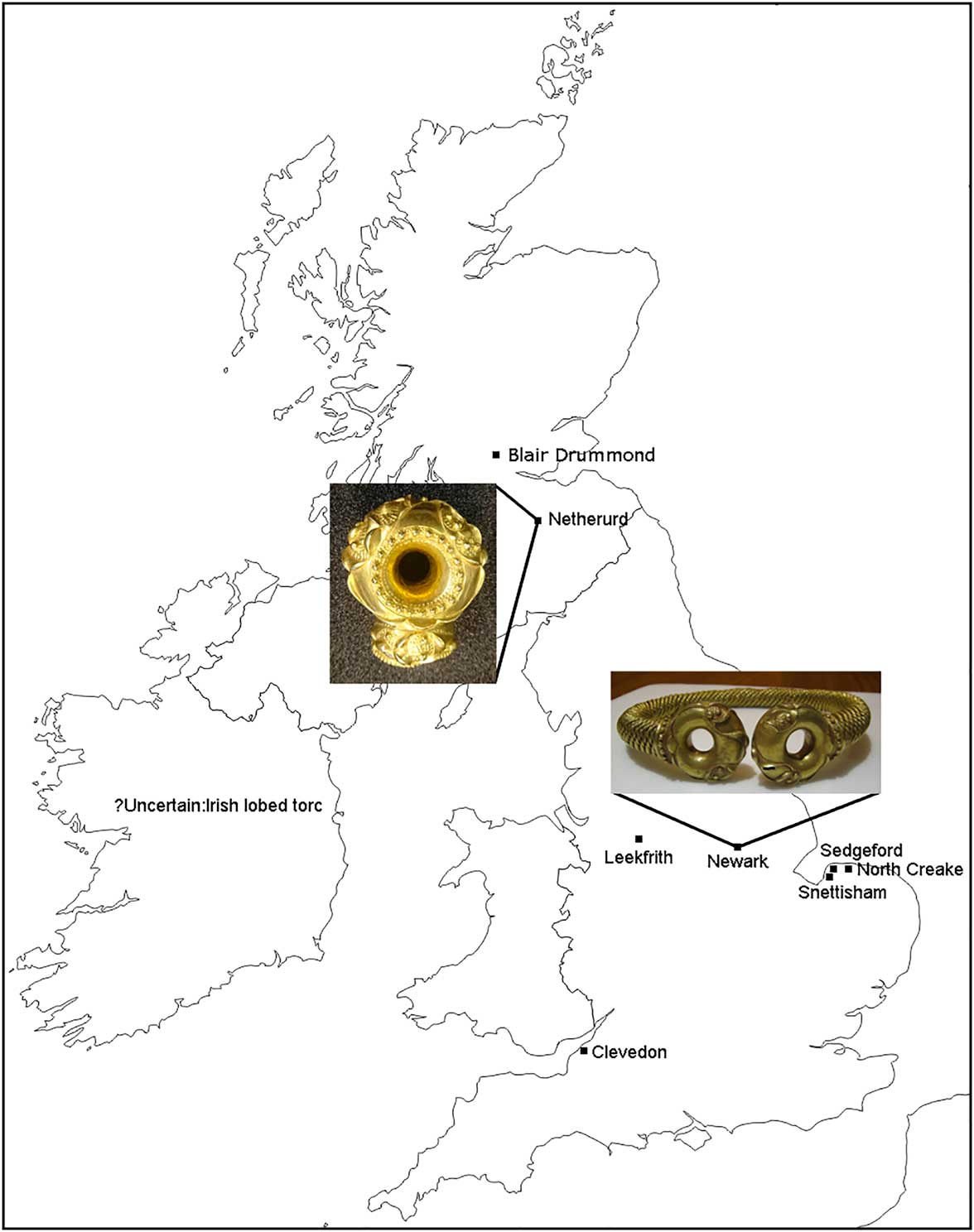
Fig. 1 Location of torcs mentioned in the text (with the Netherurd and Newark torcs pictured)
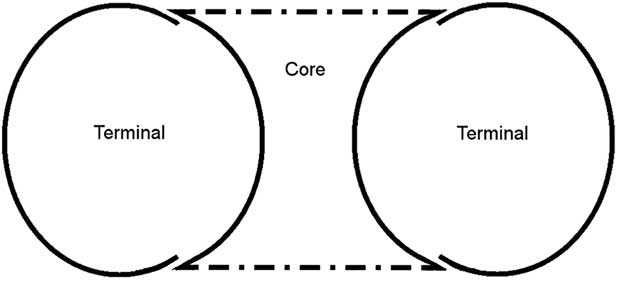
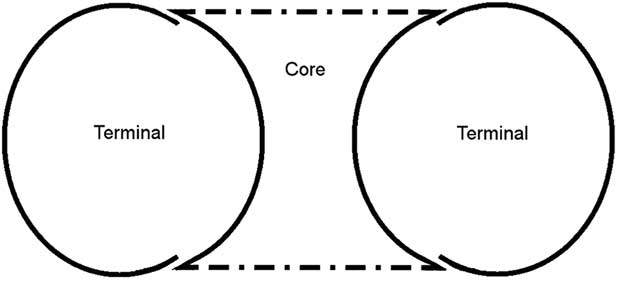
Fig. 2 Cross-section through torc terminal showing sheet-work ‘doughnut and core’
IRON AGE TORCS FROM BRITAIN
Torcs are a well-known and easily recognised form of Later Iron Age ornament. Traditionally assumed to be worn around the neck, smaller examples from, for example, Towton (Joy Reference Joy2010a), Leekfrith (Farley Reference Farley2017a), and Netherurd (Feachem Reference Feachem1958) suggest that some were worn as bracelets. Whether for the neck or wrist, they consist of a neck/arm ring and two terminals which come in a number of forms. The neck rings can be tubular (a hollow tube of gold packed with a strengthening substance, often surrounding a metal core) or twisted bar/wire (where one or two bars or multiple wires are twisted to form a cable). The terminal forms (ends of the torc) can be buffer (a shape resembling a train buffer), cage (where the neck ring wires are twisted at the ends to form a cage shape), ring (resembling a hollow doughnut, the authors use the term torus), or loop (a ring shape, usually solid), and reel (resembling a cotton reel).
Although they are found across Continental Europe, they appear to have gained popularity in the British Isles. In 2005, Hautenauve identified 276 complete torcs from Continental Europe (if fragments were included, this number would be much larger and perhaps more representative), with around a third originating from the British Isles. However, if one includes fragments of individual torcs, following the recent reassessment and increase in the number of torcs present at Snettisham (Joy Reference Joy2018, 3) and other torc finds since 2005, this quantification has now been superseded. To date, remnants of over 300 torcs are known to have been found in England, Scotland, and Wales. The biggest assemblage of torcs from Britain – some 60 complete examples and the remains of perhaps 158 more (Joy Reference Joy2018, 3) – were found between 1948 and 1991 within the ‘Gold Fields’ of Snettisham in north-west Norfolk, East Anglia (Brailsford Reference Brailsford1951; Clarke Reference Clarke1954; Sealey Reference Sealey1979; Stead Reference Stead1991; Longworth Reference Longworth1992; Joy Reference Joy2016). In addition to the site of Snettisham, a selection of other East Anglian torc finds includes: Sedgeford (Brailsford Reference Brailsford1971; Hill Reference Hill2004), North Creake (Clarke Reference Clarke1951), Ipswich (Owles Reference Owles1969; Reference Owles1971; Brailsford & Stapley Reference Brailsford and Stapley1972), Bawsey (Maryon Reference Maryon1944), the ‘south-west Norfolk’ torc (Norwich Castle Museum & Art Gallery 2018), Middleton, Narford, Marham, and East Winch (Hutcheson Reference Hutcheson2007). In fact, pieces representing over 230 torcs have been recovered from East Anglia.
Beyond East Anglia, torc finds are less frequent – only around 50 are known from outside of this region. However, there are finds from as far afield as, for example: Clevedon in Somerset (Jope Reference Jope2000, pl. 120); Hengistbury Head (Bushe Fox Reference Bushe Fox1915) and Spettisbury (Hawkes Reference Hawkes1940) in Dorset; Glascote (Painter Reference Painter1971), Needwood Forest (Hawkes Reference Hawkes1936), and Leekfrith (Farley Reference Farley2017a) in Staffordshire; Newark (Hill Reference Hill2005) in the Midlands; and Rawdon Billing (Whitaker Reference Whitaker1816) and Towton (Joy Reference Joy2010a) in Yorkshire. The Netherurd (Feachem Reference Feachem1958) and Blair Drummond (Hunter Reference Hunter2010) hoards and torc finds from Auldearn (Hunter Reference Hunter2014a) and Deanburnhaugh (Fraser Hunter pers. comm.) come from the north, in Scotland. This suggests torcs had a nationwide distribution.
It is tempting to see torcs as an East Anglian focused phenomenon due to the sheer quantity of material originating from this area. However, this is not necessarily the case if the individual torc types are scrutinised. Torcs made from higher percentage gold alloys with looped or torus terminals (a typically more British design, cf. Eluère Reference Eluère1987, 34) and twisted wire/bar neck rings have a far less obvious distribution. Other scholars (eg, Jope Reference Jope2000, 84) have recognised the possibility of other gold working workshops beyond East Anglia, such as in the Staffordshire area. However, torcs from this area – for example the Glascote (Painter Reference Painter1971) and Needwood Forest (Hawkes Reference Hawkes1936) torcs – are solid forms and, as such, are very different technologically to the hollow-torus torcs of this study.
Torcs are difficult to date, as many, including those from Newark and Sedgeford, were recovered with no contextual material. Traditionally, the dating of these items has relied on associations with coinage or on stylistic parallels and has pointed to a production period from the late 2nd century BC to around the time of the Caesarian invasion. However, the dating of torcs is highly speculative, as often hoards appear to contain a number of items from different places and times. For example, the ‘plastic style’ ‘Grotesque’ torc was found deposited with other torcs whose artistic parallels date to around 100–200 years later. In short, our knowledge is often limited to when torcs were deposited and not necessarily to when they were made. In the case of several of the Snettisham torcs, wooden cores within the coils and lime bast fibres found wound around the torcs allowed for absolute dating. The dates range from the 4th–2nd centuries BC (Garrow et al. Reference Garrow, Gosden, Hill and Bronk Ramsey2009, 199), which suggest that at least some of the Snettisham torcs may be 200 years older than previously assumed. Other objects date to the early 2nd century AD and one torc unexpectedly dates to the 8th–6th centuries BC, which may suggest a prolonged period of hoarding/curation over many centuries.
THE NETHERURD AND NEWARK TORCS
The Netherurd terminal (also known as the Cairn(s)muir, New Cairnmuir, or Shaw Hill terminal; Fig. 1) was recovered in 1806 (Feachem Reference Feachem1958) as part of a hoard of three twisted wire torcs, possibly bracelets (two with simple wire loop terminals and the third with flattened end terminals); a detached torus (ring) terminal from a ‘Snettisham style’ (Jope Reference Jope2000, 81) torc; and around 40 ‘globules à la croix’ coins (Haselgrove Reference Haselgrove2009). The precise find spot is unknown, but was described as being ‘… in a sort of hollow upon the side of the Shaw Hill, a wild bleak muir, and the ground mossy and covered in heath’ (Feachem Reference Feachem1958, 114). Unfortunately, all the complete torcs and most of the coins were melted down in the 19th century (Feachem Reference Feachem1958, 114). Only the terminal (NMS: X.FE 46) and two coins (NMS X.FE 47–48) remain and are displayed in the National Museum of Scotland.
The Newark torc (Fig. 1) was recovered in 2005 (Hill Reference Hill2005) by a metal detectorist, on flat ground close to a river just outside Newark (the precise location has not been publicly disclosed). Despite excavation of the area, no further archaeological remains were located (Glyn Hughes pers. comm.). The torc was declared Treasure and acquired by The National Civil War Centre in Newark, where it is now on display (NEKMS 2006.70).
Dating of the Netherurd and Newark torcs is particularly difficult as both were recovered without any securely datable material. The Netherurd torc was found with ‘globules à la croix’ coinage, which is thought to date from the latest 2nd to the 1st centuries BC. However, we do not know how long it took these French manufactured coins to reach Scotland, and after they did, how long it was before the hoard as a whole was deposited in the ground. Nor do we know how long the Netherurd terminal was in circulation prior to its deposition. In addition, particularly in the case of the Netherurd terminal, but also to an extent, with the Newark torc, the assumed East Anglian production centre has led to a rather ‘diffusionist’ (Hunter Reference Hunter1997b, 109) dating approach. Using this approach dates the Netherurd and Newark torcs relatively later than the East Anglian torcs, as it assumes that an additional period of time was taken to reach more northerly regions. In light of the possible non-East Anglian production source for the two torcs detailed below, the authors would argue that the ‘diffusion’-based dating of these torcs should be treated with caution.
Both the Netherurd and Newark examples are hollow-torus terminal torcs similar to the Sedgeford torc and Snettisham Great torc and are composed of alloys of (over 50%) gold, silver, and copper (based on surface XRF analysis, see Table 1). Although the Netherurd terminal is now detached, small dents on the top, legacy wire marks, and residual solder from the terminal attachment attest to it having been part of a complete torc. Indents in the opening are evidence that it was probably attached to a neck ring of eight or nine (Clarke Reference Clarke1951, 60) wire ‘coils’. The Newark torc consists of two terminals attached to a hollow cable neck ring comprising eight clockwise-twisted wire coils, each of which is made of four clockwise-twisted wires. The wire coils had possibly been wound around a central wooden core (Cartwright et al. Reference Cartwright, Meeks, Hook, Mongiatti and Joy2012). Other examples of wood cores are known, such as the charred cores found with bronze torcs with bronze wires at Snettisham (Cartwright et al. Reference Cartwright, Meeks, Hook, Mongiatti and Joy2012). It is uncertain whether, in the case of gold torcs, these wooden cores were removed prior to use or were left within the torcs and have rotted over time (Newark shows no trace of remnant wooden cores). The authors believe that, due to the prestigious nature of ‘high-end’ gold torcs such as those in this study, the retention of wood cores within the wires may not have been desirable and may have also restricted the flexibility of the neck ring. The proposed core would more likely have been removed before the terminals were added, although this is by no means certain.
Table 1 comparison of torc terminals (t1: terminal 1; t2: terminal 2)
* range given due to wear
Both the Newark and Netherurd terminals are decorated in the ‘Snettisham style’ (Jope Reference Jope2000, 81). Unlike the East Anglian examples, such as the Snettisham and Sedgeford torcs, the decoration on the Newark and Netherurd torcs is carried out in a far more fluid and ‘eloquent’ (Jope Reference Jope2000, 82) manner, with a less ordered and systematic approach in the tooled decorative elements. However, there is an underlying structure to this tooling, and it is this, in conjunction with other similarities, which the authors argue is the key to understanding the relationship between the torcs. First, it is fruitful to look at the similarities in their production techniques.
Production techniques
This research stemmed from an initial interest in creating a replica of the Newark torc. It had long been thought that the hollow-torus terminals on all such torcs were directly cast-on to the wires using the lost wax method (MacGregor Reference MacGregor1976, pl. 191; Eluère Reference Eluère1987, 34; Stead Reference Stead1991, 454; Jope Reference Jope2000, 253; Hautenauve Reference Hautenauve2004, 120–1; Cartwright et al. Reference Cartwright, Meeks, Hook, Mongiatti and Joy2012, 26–7; Meeks et al. Reference Meeks, Mongiatti and Joy2014, 150–51; Joy Reference Joy2015a, 41). This method begins with a clay core formed around the bundled wires to make the terminal shape. The core is then coated in wax, and the basic decorative elements are added before the wax is clay slipped and then covered with more clay. The wax is then melted out before the gold is poured in and, once solid, the outer clay cracked off to reveal the gold terminal within (Choate Reference Choate1966, 77). It is uncertain whether the remaining clay core was removed using a solution or has leached out of extant examples over the years. Evidence of this method can be clearly seen in the majority of low content gold, bronze and silver alloy hollow East Anglian torcs (cf. Meeks et al. Reference Meeks, Mongiatti and Joy2014), detailed below.
However, for elaborate higher percentage (above c. 50%) gold alloy hollow-torus torcs (that is, the Netherurd terminal, Newark torc, the Great torc, and the ‘Grotesque’ torc) the authors were unable to find empirical evidence to support these beliefs. The casting-on method seems unlikely in such a valuable material, as any fault in the process, which is common in such a difficult manufacturing method, would potentially require the redoing of the entire procedure (and perhaps even the remaking of the wires themselves) to achieve the entirely successful result seen in the Netherurd, Newark, and Great torcs (Joy Reference Joy2015a, 41). In such a precious and rare metal as a high content gold alloy, this is clearly undesirable and, furthermore, uneconomic. In fact, upon examination of a number of torcs, faults were seen in the majority of non/low-gold hollow-torus torcs: the Sedgeford torc has rivet-repaired cracks; North Creake has casting flaws; Hengistbury Head (Bushe Fox Reference Bushe Fox1915, 62) has a hole; and the majority of the lower percentage gold ternary alloy, and indeed the silver and bronze alloy hollow-torus terminal torcs from Snettisham, all demonstrate casting faults such as ‘cold shuts’ and metal dribbling, and other imperfections (Meeks et al. Reference Meeks, Mongiatti and Joy2014, fig. 14). The higher-percentage gold Netherurd and Newark torcs and indeed the Snettisham Great torc, on the other hand, are seemingly faultless and stand out as exceptions.
The initial assumption by the authors was that the terminals of higher-percentage gold torcs were separately lost-wax cast before being attached (this was previously suggested by Piggott (Reference Piggott1970, 25) and Megaw (Reference Megaw2001, 215)). However, examination of the Netherurd terminal demonstrated that it was made from sheet-worked gold, attached using solder (Machling & Williamson Reference Machling and Williamson2016). Interestingly, this suggestion was also made by Leeds in 1933 (Leeds Reference Leeds2002[1933], 131).
The Netherurd terminal clearly shows evidence of tiny hammer marks across the interior. They could be seen on the interior central core of the terminal, apparently continuing into the back, beyond reach of access through the collar. There was no casting evidence such as dendrites. Also, the raised decorative motifs of the exterior could be seen in crude hollow relief within the terminal, including even the smaller dots and raised buttons. More importantly, and not corresponding to the exterior decoration, are two interior and partly hammered-over ‘seams’ running around either end of the central ‘apple core’ (see Fig. 2). There are no marks consistent with gold recovery or cleaning/preparation within the interior.
On the exterior face of the terminal, dents and wear damage testify to the fact that it was once attached to a neck ring. However, the interior of the collar is undamaged, with no evidence of cast-on material having been removed. Small remnants of wire are apparent, but are attached only to the rim of the collar. A slight lip of material with a small area of possible solder was most likely created intentionally, to make a cleaner join against the wires. Overall, the ‘clean’ and relatively undamaged collar interior suggests that no cast-on material was removed from the terminal and that the wires had been lightly attached to a wire neckring during the lifetime of the torc – casting-on of the terminal is therefore unlikely to have been the method of manufacture. The seams, hammer marks, and indentations on the interior could also be seen as evidence of the terminal having been manufactured from sheet, rather than cast, gold. If this is the case, then the apparent seams could indeed be joins in the sheet gold (Machling & Williamson Reference Machling and Williamson2016).
The authors believe the terminal was constructed in the following manner (Fig. 2): a flat or curved sheet of gold or a seamless sheet tube (fashioned from a widened hollow ingot) had the basic design hammered out over resin or tar, before being shaped and closed by a central ‘apple core’ and the joins smoothed over. The collar was then attached once the main torus had been assembled. It is also possible that the entire collar and shell was raised from a single piece of gold prior to the insertion of the core (Julia Farley pers. comm.). After that, the terminal was probably filled with lead, resin, or tar so that the exterior decoration could be chased and finished in a similar fashion to a cast example.
Recent preliminary X-ray Computed Tomography (XCT) at the National Physical Laboratory supports this interpretation for the Newark torc as well, where the raised exterior decoration can be seen in hollow relief on the interior of the terminals, as can be seen on the interior of the Netherurd terminal (Machling & Williamson Reference Machling and Williamson2016, 4). Initial visual examination of the Snettisham Great torc showed a number of sheet-working characteristics (eg, exterior surface hammering, high relief decoration, tearing caused by overworking, and dents). A recent x-radiograph conducted by Dan O’Flynn and Nigel Meeks at the British Museum confirms that this torc is also made of sheet-work (Farley Reference Farley2017b; Joy Reference Joy2017).
From evidence seen in the interior of the Netherurd terminal, and confirmed in the Great torc x-radiographs and Newark XCT, all three of these torcs were most likely constructed using the method shown in Figure 2: a hammered, torus-shaped, centrally open shell was sealed using an overlapping ‘apple core’-shaped central section prior to having a sheet-work collar attached (Machling & Williamson Reference Machling and Williamson2016, 4). The precise method of this construction technique is currently being investigated by the authors. However, this similar manufacturing technique has provided an unexpected link between apparently unrelated items.
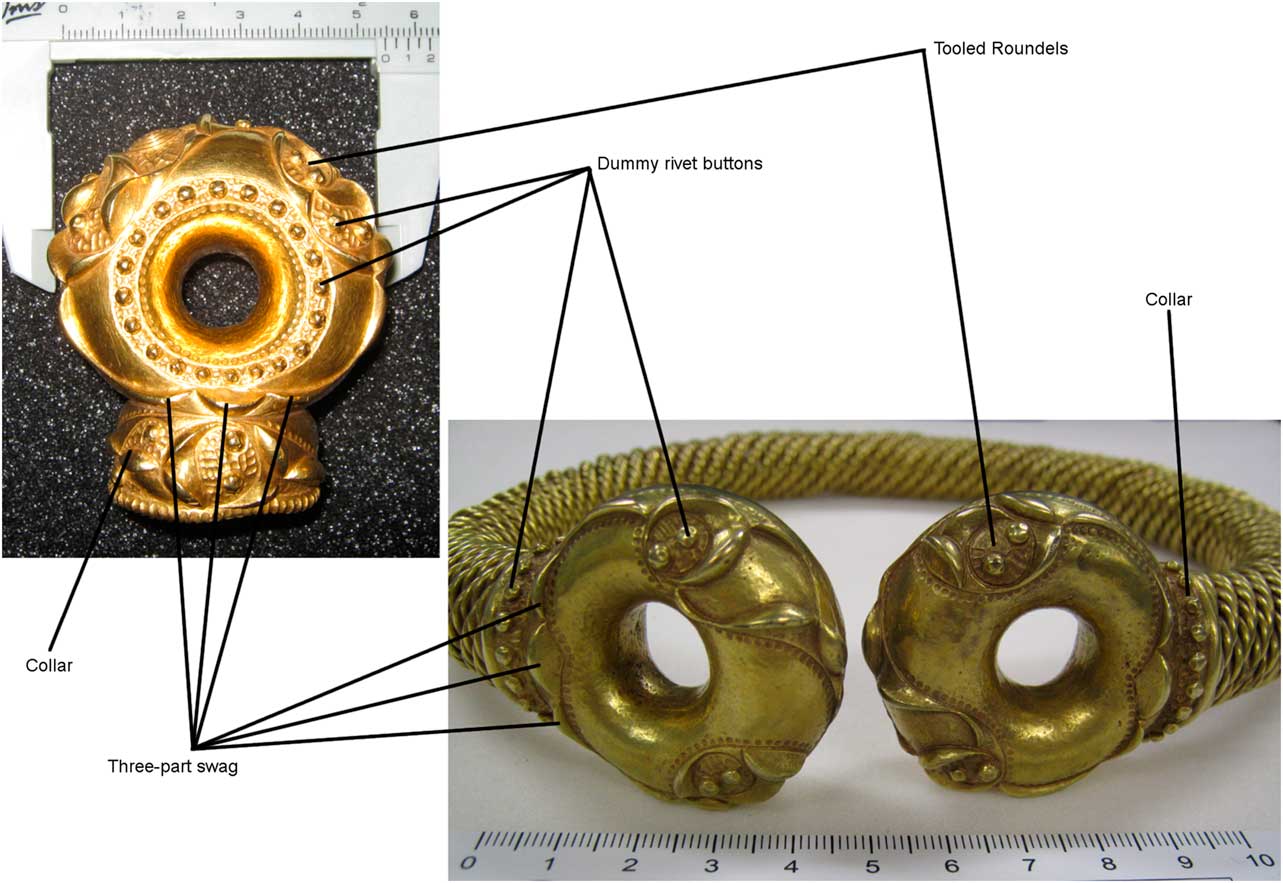
Upon initial visual investigation, the Netherurd and Newark torcs appear to have little in common. The Netherurd terminal is more elaborate than the Newark terminals, is around 12 mm longer, and is of a higher percentage of gold (c. 85% versus c. 67% known from surface XRF; see Table 1). Their deposition locations, some 338 km apart, do not lead to obvious comparison. Instead, Netherurd has often been compared to the Snettisham Great torc (Jope Reference Jope2000, 81), because superficially they look so similar, while Newark has been compared to the Sedgeford torc (Hill Reference Hill2005), as they are similar in size and general appearance. The Netherurd and Newark torcs, however, actually share a number of characteristics (Table 1). Both torcs are decorated with chased roundels (Fig. 6) (four on Newark and three on Netherurd), which include two triple-punched ‘dummy rivet’ buttons (Fig. 3) (one large and one small in each roundel), and despite the Netherurd terminal being considerably larger, the roundels and the large and small buttons of both torcs are similarly sized. Both torcs have a similar width strip of tooling (on the collar of Newark and the face of Netherurd) decorated with similarly spaced and sized triple-punched ‘dummy rivet’ buttons; have lines of similarly sized punched dots defining the edges of decoration; have raised ‘lentoids’ and keeled roundels; and have a raised three-part swag (see Fig. 3) on the lower part of the front of the terminal, close to the collar.

Fig. 3 Illustration of torc terminal terms used in the text on the Netherurd torc (left) and Newark torc (right)
Furthermore, they have similarly sized tooling, apparently made by a comparably sized and shaped tool or tools (thought to be a 0.8–1.0 mm diameter dome-ended punch, possibly also used to create the lines of punched decorative dots on both torcs). When scaled to be the same size and compared as joined halves (Fig. 4), the decoration on both torcs is similarly spatially arranged, with the sweeping raised line running from the top of the terminals to the middle left and the swags on the collars joining seamlessly. This suggests an aesthetic preference for a certain proportional arrangement, despite the torcs being different sizes. In addition, both torcs appear to have been joined to eight coils of wire. These production similarities are evidence that they have been created and decorated using the same sheet-working techniques.

Fig. 4 Newark torc (left) and Netherurd torc (right) conjoined halves (scaled for comparison)
Basketwork/hatching
The Newark and Netherurd torcs both contain punched/chased patterning in the zoned areas and roundels. Traditionally, this tooling has been referred to as ‘basketwork’, ‘hatching’, ‘punch-stipple’ (Jope Reference Jope2000), or ‘matting’ (Brailsford Reference Brailsford1971, 17). In the Newark and Netherurd torcs, this ‘basketwork’ follows a repeated template in both the roundels and the tooled strip and collar. Yet, it does not resemble true regular ‘basketwork/hatching’ where groups of tooled parallel lines are arranged at right angles to each other to infill space within a design (see Fig. 8). Jope’s (Reference Jope2000, 383) definition of ‘random’ or ‘free style hatching’ is also inadequate, as this suggests a complete lack of systematic procedure, which is not the case in either Netherurd or Newark where the tooling follows an albeit less obvious pattern. This unique asymmetric patterning warrants its own category, and from hereon will be referred to as the ‘Newark-Netherurd pattern’ for ease. This type of fluid, patterned tooling is quite different to the repetitive and ordered ‘basket-work/hatching’ seen on other ‘Celtic’ art objects such as the Snettisham Great torc (Jope Reference Jope2000, pls 108–9), the Sedgeford (Jope Reference Jope2000, pl. 114) or Clevedon torcs (Jope Reference Jope2000, pl. 120), or on other decorated objects such as mirrors (Jope Reference Jope2000, pls 200, 217, 240, 242 etc.; Joy Reference Joy2010b), swords (Jope Reference Jope2000, pls 202, 204, 207), or helmets (Jope Reference Jope2000, pls 122–3). Indeed, no other ‘Celtic’ art object yet discovered displays such a pattern.
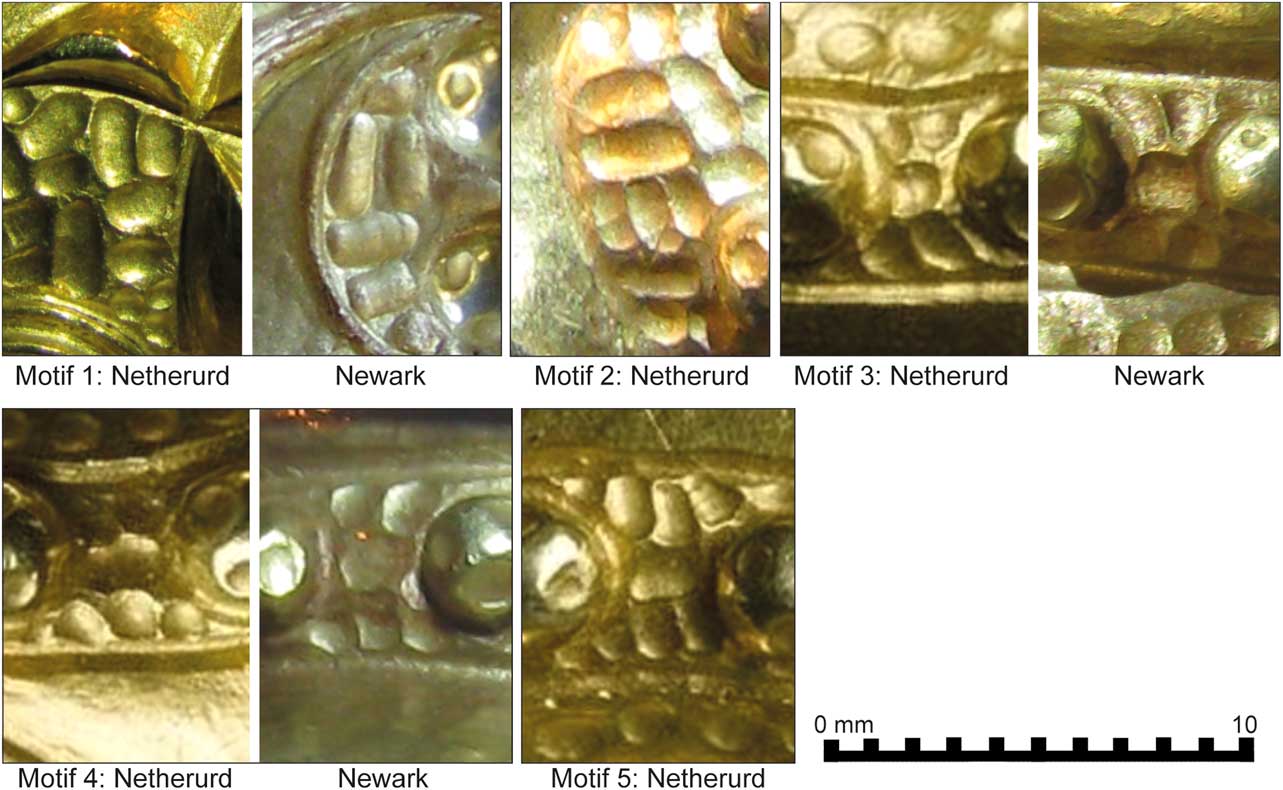
The Newark-Netherurd patterning is uniquely based on a design of two horizontal strokes above two vertical strokes (Fig. 5), and within this general pattern, five different ‘tooling motifs’ can be identified (see below). This is very different to designs on other torcs and Celtic art objects, where a 3×3 or 4×4 pattern is ubiquitous (Fig. 8). This might suggest the Newark-Netherurd patterning is chronologically distinct – an earlier or later manifestation of the more common basketwork. However, it might also suggest the maker of these torcs was aware of the standard, but chose to follow their own path. The Newark-Netherurd pattern and the tooled motifs, in the authors’ opinions, create a more striking impression that seems to show the personal stylistic preferences and skill of their maker(s). As Fitzpatrick (Reference Fitzpatrick2007, 344) has noted for decorated Iron Age shields, ‘the contrasting textures of their relief and shadow and light would have picked out the … images’. At this stage, it is not possible to determine if Newark and Netherurd represent a later or earlier style, the individual stylistic interpretation of a contemporary craftsperson, or a combination of the two. Further research to identify specific tools and their wear patterns, and more accurate dating of basketwork-decorated items may help to elucidate the problem.
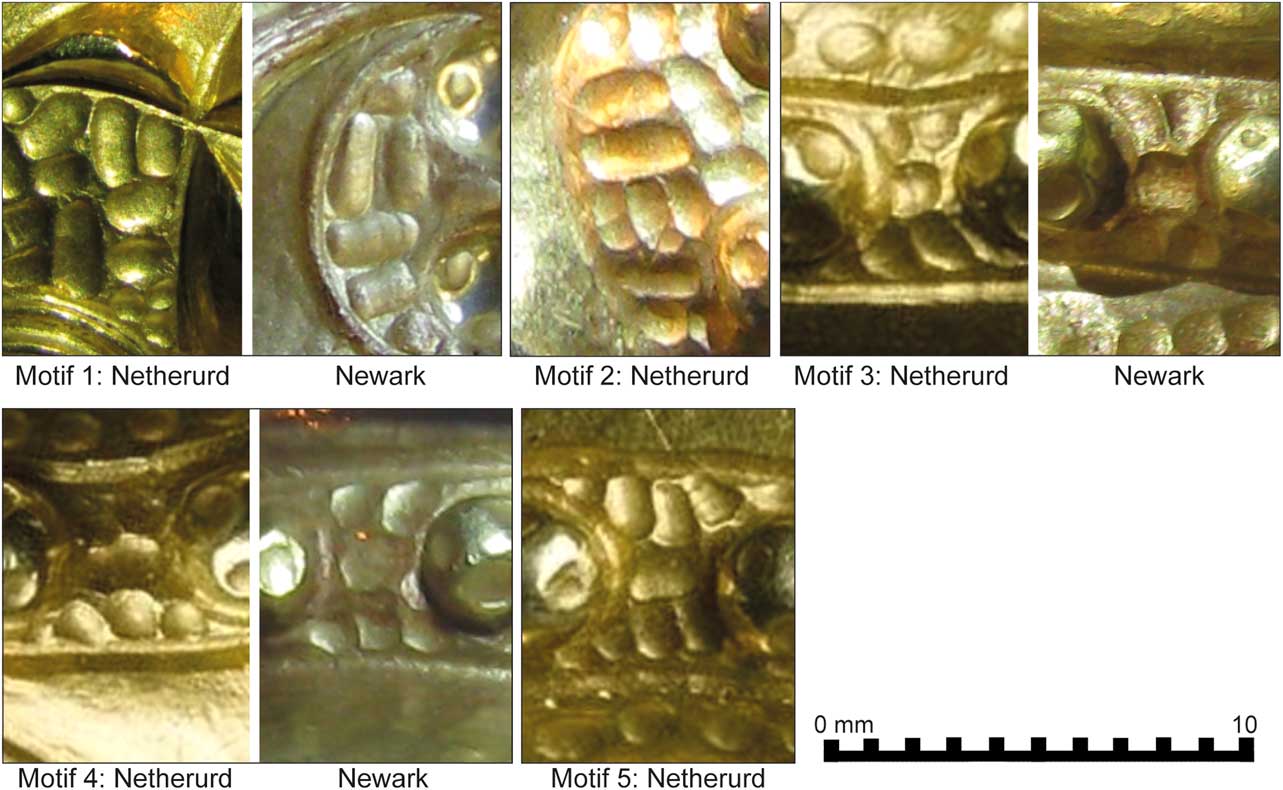
Fig. 5 Motifs 1–5 on the Netherurd and Newark torcs
Patterned tooling motifs
Within the tooled strip on the face of Netherurd and the collar of Newark, five related tooling motifs have been identified (see Fig. 5). The first motif (Fig. 5, Motif 1), comprising two vertical tooled lines above two horizontal tooled lines, occurs in the roundels on Newark and in multiple places on Netherurd, most prominently in two panels on the upper left and upper right face of the terminal. A variation of this motif occurs in the form of two horizontal lines above three vertical (Fig. 5, Motif 2), as on the central panel on the face of the Netherurd collar. Three further related motifs can be seen between each ‘dummy rivet’ button on the Newark collar and on the Netherurd tooled strip and have a single or double elongated dot or horizontal line in between the vertical strokes. These are: Motif 3 – four vertical tooled lines (two above and two below, with dots or a single line between); Motif 4 – five vertical tooled lines (either two or three above or two or three below, with dots or a single line between); and on Netherurd only, Motif 5 – six vertical tooled lines (three above and three below, with dots or a single line between) (Motifs 3–5, Fig. 5). The tooled lines of all five Motifs are of similar width and length (see Table 1).
Similarly, repeated tooling sequences can be seen in the roundels (Fig. 6). On Newark, the tooling comprises three parallel strokes pointed inward from the edge of the circle on one side of the buttons (black dots in Fig. 7); and two parallel strokes inwards with two perpendicular strokes in between on the opposing side of the buttons (black stars in Fig. 7). In both torcs, a similar number of tooled lines and dots fill the remaining space (unmarked in Fig. 7). These tooling marks show overlaps in places, suggesting that the three lines on one side of the roundel (the black dots in Fig. 7) were tooled in succession in all roundels. In addition, on the other side of each roundel, it would appear that one of the parallel inward strokes (black stars in Fig. 7) was tooled prior to the two perpendicular strokes, before being finished with the second inward parallel stroke.
Unfortunately, as many of the other strokes do not overlap, further patterns of tooling sequence are difficult to ascribe.

Fig. 6 Roundels. Newark torc: a–d, Netherurd torc: e–g

Fig. 7 The Newark-Netherurd pattern. Newark torc: Roundel b (left); Netherurd torc: Roundel e (right). Dots: three parallel lines, sequentially tooled; Stars: two parallel strokes, with two perpendicular tooled lines in between
The repeated pattern can be seen on three of the four Newark roundels. Interestingly, on one of the Newark roundels (Fig. 6d), the tooling of this general pattern has been carried out with greater inaccuracy and, unlike the other three roundels, with fewer overlapping tooling strokes, although this is almost imperceptible to the naked eye. This fourth roundel, which is slightly different to the other three, could simply represent a bad workday or an initial attempt, or perhaps represents the work of an apprentice asked to complete the final roundel after observing the goldsmith create the initial three. As Milne (Reference Milne2005, 336) argues, ‘As with any craft, experts consistently produce finely made objects while novices frequently make mistakes’, although with such a limited amount of evidence, it is extremely difficult to prove or disprove the apprentice interpretation. However, it must be noted that – despite the inaccurate nature of the fourth roundel – to the naked eye the work is indistinguishable from the other roundels and so would have provided an acceptable finished product. It is hoped that an ongoing project by the authors interviewing a number of experienced goldsmiths, silversmiths, and jewellers may help to provide, albeit anecdotal, evidence to support or contradict this interpretation. In addition, further examples of such anomalous work will be sought.
The roundels on the face of Netherurd show tooling arranged in a similar manner to the Newark roundels (Fig. 6e–f): there are three tooled lines on one side of the button and two strokes pointed inward on the other, with two perpendicular lines in between. Where it has been possible to identify the order in which the strokes were made, it appears to be the same as the Newark roundels. In one of the Netherurd roundels (Fig. 6e), the pattern and number of tooling strokes – 17 strokes on Newark and 19 on Netherurd – are so similar to those of the Newark roundels that it is difficult to tell which roundel comes from which torc (Fig. 7).
In addition, on both torcs, the roundels have been finished with a chased 0.5 mm wide perimeter line which starts and finishes at the largest button. These lines appear to have been tooled in an anti-clockwise direction and added after the patterned tooling. A further line of chasing around each button also overlays the patterned tooling. On a few of the Newark roundels, the tooled pattern was slightly re-touched after the addition of the encircling line, with two or three tooled lines overlying the chased circle (Fig. 6b & d).
The similarities in the Newark and Netherurd torcs’ sheet-working manufacturing method, decorative layout, designs, motifs, apparent similarity in tool sizes, and the repeated – yet unusual – tooling pattern and order in which the strokes were made, offer a compelling argument that there is a close relationship between these two torcs. This consistent evidence, much of which is only visible at a minute scale of tenths of millimetres, is unlikely to be coincidental.
OTHER GOLD TORUS TORCS
The Newark and Netherurd torcs were constructed using a gold sheet-working technique, unseen in the majority of later Iron Age British torcs. Sheet-work construction is most often seen in tubular torcs, where a sheet of gold has been hammered and formed into a tube before having a supporting iron rod inserted into the interior and the hollow packed with a supportive material such as sand or tar (Meeks et al. Reference Meeks, Mongiatti and Joy2014, 147). These torcs, however, have a very continental influence (Joy Reference Joy2015b, 155), although the evidence for their origin is uncertain (Garrow & Gosden Reference Garrow and Gosden2012, 11). The tubular torcs are also stylistically and technologically very different from the torus torcs, and the latter are argued to have a ‘British’ origin with no parallels on the continent (Eluère Reference Eluère1987, 34).
Other British examples of sheet-work torcs – the so-called ‘Grotesque’ torc (British Museum: 1991,0407.37) and probably a similar, smaller, mini-‘Grotesque’ torc terminal from Snettisham (British Museum: 1991,0501.45) – are based on decorative parallels and wear patterns assumed to be at least 100 years older than the Great torc and also therefore earlier than the Newark and Netherurd torcs (cf. Joy Reference Joy2016). However, an x-radiograph of the ‘Grotesque’ torc (which forms part of the Snettisham display in Room 50 at the British Museum)Footnote 1 shows many of the predicted construction characteristics, and has been confirmed by the authors as a sheet-work example created using the ‘doughnut and apple core’ technique described above (Machling & Williamson Reference Machling and Williamson2016). Although the decorative styles changed over the centuries, this suggests the ‘doughnut and apple core’ construction method of creating a hollow-shelled torc was of a long tradition. This in turn could suggest goldsmithing lineages of the type seen in one of the author’s (TM) family, where a direct line of father to son goldsmiths can be traced from at least 1720s Huguenot France to 1910s England without interruption.
In addition, one of several sheet-work ‘buffer’ terminal torcs recovered from Snettisham (British Museum: 1951,0402.3) was found threaded through the terminals of the sheet-work Great torc and also through a sheet-work armlet (British Museum: 1951,0402.4). It is uncertain how these buffer torcs fit into the overall picture of sheet-work produced torcs, but this apparent continuity of manufacturing technique from the 3rd century BC ‘Grotesque’ torc through to later 2nd and 1st centuries BC torus torcs will be explored in future work.
The most obvious items for comparison to the Netherurd and Newark torcs are the two other higher-percentage (>50%) gold torus torcs: the Snettisham Great torc and the Sedgeford torc. Both share similarities with Netherurd and Newark, however, differences are equally apparent (Table 1). The most noticeable difference is that the basketwork on the Sedgeford and Great torcs (Fig. 8) is regular and systematic: groups of three or four fine parallel tooled lines are set out perpendicular to each other in squares and triangles (a feature which does not appear on either Netherurd or Newark). There is little space between the lines, and the overall effect is of true basketwork or hatching (Jope Reference Jope2000, pls 109 & 114), as previously described. The ‘Newark-Netherurd pattern’ is not present. The result is more regimented and lacks fluidity; the lines are tooled less deeply and, as discussed previously, have less of a visual impact.

Fig. 8 Basketwork on the Snettisham Great torc (left) and Sedgeford torc (right)
In addition, although the roundel sizes are comparable, in the case of both the Great torc and the Sedgeford torc, the triple punched buttons are slightly smaller (Fig. 9). On Sedgeford, the buttons are punched in a less deliberate way. The Great torc also includes a ‘pie crust’ (see Fig. 8) raised line in a circle on the face of each terminal and around the collar/wire join (the authors believe this to be a means of closing the seam between the torus and core, and torus and collar). This cannot be observed on the other torcs. Finally, from the authors’ visual examination, the Sedgeford torc has cast terminals attached using rivets through the collar.

Fig. 9 Torc roundel locations mentioned in the text and Table 1
There are, however, also similarities between these four torcs. The Netherurd and Great torc terminals are of similar sizes. In the case of Sedgeford and Newark, the measurements of the terminals are within a single millimetre of each other, although the central holes in the terminals of Newark are some 2 mm, or 16%, larger than Sedgeford (the authors believe this may be due to their differing construction techniques, one being sheet-work and the other cast, where perhaps sheet-work required a larger central void to allow access for repoussé working). Both Sedgeford and the Great torc also include chevroned lines on their collars. This can be seen on the Netherurd collar, but it is less regimentally tooled. Netherurd also has buttons occurring singly, as can also be seen on the Great torc and the Sedgeford torc. The Great torc and Sedgeford both have eight coils comprising the neck cable, with the Great torc wires wound clockwise. Sedgeford shows a slight difference in that the wire coils were wound anti-clockwise, before being wound clockwise to form the neck ring. It is suggested that these similarities and differences are key to understanding the relationship between these torcs.
DISCUSSION
The Newark and Netherurd torcs share a great affinity, but there are enough similarities with the other higher percentage gold torus torcs (Sedgeford and the Great torc) that also attest to a connection to them. Such commonalities could suggest that all four torcs were the product of the same workshop – the result of multiple craftspeople working side-by-side in the same location and following a standard pattern. Alternatively, they could represent individual craftspeople working separately in different workshops, but with close knowledge of each other’s work. The specialist skills required to make a fully formed torc would have demanded many years of training and experience and some sort of formal passage of skills and learning – this was unlikely to have been acquired by a sole individual within their own lifetime. This implies that there was likely a limited group of well-connected gold-workers. The location of any workshop involved in torc production, and whether it was fixed or moved to the location of the commissioner of the torcs, is uncertain. Indeed, gold-working workshops of any period are notoriously difficult to identify, and even in wider Iron Age Europe the evidence is often ‘vague’ (Megaw & Megaw Reference Megaw and Megaw1995, 357). If one looks at the tools needed to produce such items, a fixed location seems likely. However, it is hard to imagine that whoever commissioned the torcs would have allowed 1 kg of almost pure gold to travel too far away from his/her sight! An alternative interpretation is that the similarities might be evidence of the concurrent lifetimes of these objects, representing a period when a number of disconnected, itinerant, or geographically separate craftspeople made visually similar torcs according to a nationally recognised pattern or template.
However, the significant differences between the Netherurd and Newark torcs, and the Snettisham Great torc and Sedgeford torc support an alternative theory to the aforementioned. Their find locations and the startling parallels in their manufacturing technique, design layout, similarity of tools used, tooling measurements, and the repeated and similarly tooled ‘Newark-Netherurd pattern’ – particularly in the roundels – in contrast to the characteristics of other East Anglian torcs, are indicative of a single craftsperson creating, or at least decoratively finishing, both torcs. If this was the case, it suggests that these two torcs were manufactured within, at most, three decades of each other, according to the probable working period of the maker’s life. It has previously been argued that Netherurd’s manufacturing origins (Feachem Reference Feachem1958, 115; MacGregor Reference MacGregor1976, 96; Hunter Reference Hunter1997a, 516; Jope Reference Jope2000, 82) and – by assumption – Newark’s manufacturing origins were in East Anglia and that the torcs were taken north either as booty, trade goods, or gifting. In light of this new evidence, this theory should be reconsidered.
Torcs from Scotland and Ireland are relevant to this discussion. The Blair Drummond hoard, recovered in 2009, included an unusual sheet-work gold torc decorated with rows of ‘high relief mushrooms’ (Hunter Reference Hunter2010, 3). This torc, although visually similar to examples from south-western France, is made from an alloy that has British, rather than French, characteristics (Fraser Hunter pers. comm.). A further similarly manufactured torc from Ireland (Cahill Reference Cahill2010) also suggests that the manufacturing origin for both of these torcs may be Scotland or Ireland, rather than the continent. The Netherurd and Newark torcs were found north and west of East Anglia and are of highly skilled sheet-work construction. From East Anglia, the only currently identified high-percentage gold, sheet-work torus torc is the Great torc – all other examples of similarly dated torus torcs from East Anglia, whether in gold-, bronze- or silver-alloy, are cast. It should be noted that since writing this paper, the authors now also believe torc L20 from Snettisham to be sheet-work, although close examination has not yet been possible and this remains to be proved.
The Great torc is the anomaly within the Snettisham hoards, which was found attached to a gold sheet-work ‘Snettisham style’ armlet. Of these three confirmed examples of higher gold content, sheet-work, torus torcs, two of these were found beyond the East Anglia region – this might suggest that the Netherurd, Newark, and Great torcs represent northern or western, rather than eastern, examples of torus torcs. This theory could be supported by the finding of the Scottish-made Snailwell massive bracelet in East Anglia, which, although slightly later, suggests that trade between East Anglia and the north was not all one way (Hunter Reference Hunter2014b, 332, fig. 35.8).
One should also note here the similarity of manufacturing technique to the, albeit earlier, ‘Grotesque’ torc from Snettisham. However, the difference in decorative technique and form (ie it is not torus shaped and may have a collar formed in one part with the main ‘doughnut’ shell) suggest it may represent an earlier manifestation of this technology, which perhaps then went on to develop into torus torcs. It is also possible that the ‘Grotesque’ torc was imported to Snettisham. The skills needed to properly repair it were apparently lacking in East Anglia at the time of its deposition, as demonstrated by the multiple inexpert repairs on the neck ring, and it is argued to have been over 100 years old prior to deposition.
It is also possible to chart a relationship between the sheet-work torus torcs and other northern finds. Piggott (Reference Piggott1959, 31) suggested for the later Romano-British massive armlets, which appear very visually similar to the torus torcs, that ‘their prototypes lie in ring [torus] terminal torcs’. In addition, the recently recovered Auldearn torc (Hunter Reference Hunter2014a), although bronze and thought to date to the 1st or 2nd century AD, shares many characteristics with both ring-headed armlets and torus torcs, although these connections need to be further explored. Even at this preliminary stage, and allowing for deposition/recovery bias, there is an emerging pattern of a cast torc tradition in eastern Britain (in the massive number of faulty, cast, torus torcs found at Snettisham and its locale) and finer, more competently executed sheet-worked torcs in the areas beyond East Anglia (eg, Netherurd, Newark, Clevedon, Blair Drummond, Ireland, etc).
In addition, the quality of the gold may provide a further clue: the Snettisham bracelet found attached to the Great torc is of such purity as to be described as ‘natural’ gold (Tylecote Reference Tylecote1986, 4), and the Netherurd terminal itself is described as ‘probably alloyed’ (ibid.), suggesting there is doubt as to whether it is natural gold or not. If natural, the source for such gold could conceivably be British and, as such, likely to be Irish, Welsh, or Scottish – this might again support a non-East Anglian production centre. At present, there are not sufficiently accurate gold compositions available for these items to make any further comment.
The authors also suggest that the faulty nature of all other cast torus torcs may give a clue to which method, sheet or cast, was the original manufacturing method of the torus torcs. As has been shown from the ‘Grotesque’ torc, the origin of the ‘doughnut and core’ sheet-working construction method appears to have a long ancestry – by looking at casting during the later 2nd and 1st centuries BC, there seems to be additionally convincing evidence.
The authors have been unable to locate many other Iron Age objects cast with a restricted aperture and hollow form, such as that seen in the cast torus torcs. The majority of cast objects (eg, horse fittings, statuettes, modelled attachments, martial equipment, etc) are solid cast or have only a partially hollow ‘mouth’. It would appear that the completely hollow form of casting seen in cast torus torcs was unusual. However, an exception to this rule comes in the form of ‘horn caps’ (Spratling Reference Spratling1972, 67), which appear to show complex casting techniques and forms that startlingly echo the ‘doughnut and apple core’ shapes of the torus torcs. These objects are almost always cast in three parts (two ‘doughnuts’, one upper and lower, with a joining elongated ‘apple core’ in between) and often show faults. However, one of the horn caps from High Cross in Leicestershire is remarkably thin. Having examined this horn cap, the authors believe that some elements of this example could be made from sheet-worked bronze, although this has yet to be proved with an x-radiograph. The relationship of horn caps and torcs will be explored in future work, but there is compelling evidence in their similarity of form and technique to suggest they could be related. The good contextual evidence for some of the horn caps could provide valuable comparable dating evidence for the metalworking techniques and construction methods seen in both types of object.
Returning to torcs, the faulty nature of all cast torus torcs, from those seen in East Anglia through to Hengistbury Head, suggest that this was not a method that was ever competently achieved. In effect, it appears that the metalsmiths casting these torcs were employing an unreliable method, and got it wrong almost every time. Even in the Sedgeford torc, the problems encountered during the casting meant that, as Spratling (Reference Spratling1972, 256) notes for horn caps, ‘it was evidently considered preferable to repair the fabric by running in additional metal than to attempt a re-casting’. The authors believe that this result is because they were attempting to copy something relatively straightforward to achieve in sheet, but which, due to the complexity of the mould, would be almost impossible to cast correctly. This therefore suggests that sheet-worked torcs were in production earlier, and perhaps that the East Anglian metalsmiths, who were used to working in cast material, tried – and failed – to mimic them. One of the authors (RW), having previously made a replica of the south-west Norfolk torc, has noted that even with modern casting methods the creation of these terminals would be by no means straightforward.
The close examination of these two little-studied torcs has provided a preliminary, but substantial, evidence base that raises a number of questions regarding traditionally assumed models of manufacture, trade, and, possibly, dating regarding torcs found beyond East Anglia. The analyses presented in this paper suggest a number of different ideas to those traditionally proposed. If these torcs originated somewhere to the north or west of East Anglia, this will affect the assumed gift/trade/booty mechanism for the torcs having gone from East Anglia to the north and west. Indeed, we would argue that sheet-work torus torcs, and perhaps the earlier ‘Grotesque’ torc, came from somewhere in the north and/or west to the south/east where they were then poorly copied by casting. We would also suggest the potential new manufacturing location beyond East Anglia affects the dating for these torcs, as this makes the south to north ‘diffusionist’ model unsustainable.
Furthermore, how can the similarity of the construction techniques seen in the ‘Grotesque’ and mini-‘Grotesque’ torcs – and in the much later Netherurd, Newark, and Great torcs – be explained? To further examine these theories, it will be necessary to establish the origin of the gold sheet-working technique, and the craftspeople that carried it out. In addition, if, as has been suggested, the Newark and Netherurd torcs were made by the same craftsperson, and yet were found so geographically distant, did the craftsperson and their workshop move towards the buyer, or did the buyer (and gold) come to them – or indeed were the items traded southwards at a later date? These questions go beyond the scope of this paper, but future exploration of them will no doubt lead to a more accurate, evidence based picture of gold working in the British Isles in the centuries leading up to the Roman period.
Acknowledgements
The authors would like to thank a number of people for their support and for arranging access to the torcs: Glyn Hughes at the National Civil War Museum, Fraser Hunter at the National Museum of Scotland, Julia Farley of the British Museum, and Tim Pestell and John Davies at Norwich Castle Museum. We would also like to thank Helen Sharp of the Midlands Federation of Museums & Art Galleries for allowing us access to the High Cross horn cap. Rob Brooks and the Materials group at the National Physical Laboratory are greatly thanked for their generous ongoing help with analysis, as is Dan O’Flynn and Nigel Meeks at the British Museum for the Great torc x-radiograph. The ‘Grotesque’ torc x-radiograph was carried out by the late Janet Ambers from the British Museum. The British Museum, National Museum of Scotland, and Newark National Civil War Museum are thanked for their permission to reproduce our images of the torcs. Mel Giles is thanked for an initial idea about a link with horn caps. Rachel Pope, Sue Hamilton, David McOmish, Spencer Carter, and Courtney Nimura are greatly thanked for their comments on previous versions of this paper – all errors and omissions remain our own.